-
メール
shouwang6368@126.com
-
電話番号
18051034886
-
アドレス
南京市li水経済開発区団山東路19号
南京寿旺機械設備有限公司



概要
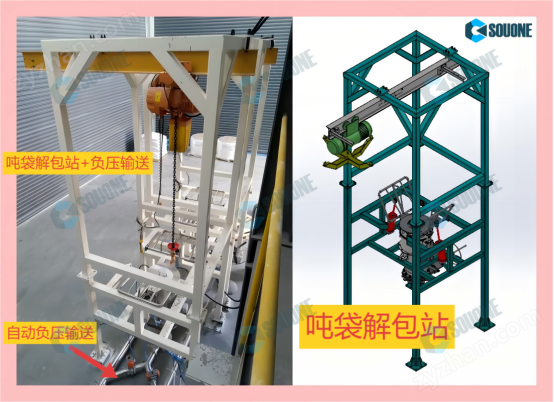
粉体コンベアの動作原理:ファンが集粉タンクから空気を抽出すると、タンク内に強い負圧が発生し、粉袋内の粉体が吸粉管を通って空気とともに集粉タンク内に吸い込まれ、集粉タンク内のフィルタは効果的にほこりや細かい粒子が空気とともに抽出されるのを防止する。
製品詳細
ふんたいコンベヤの仕組み
ファンが集粉タンクから空気を抽出し、タンク内に強い負圧を発生させると、粉袋内の粉体は吸粉管を通って空気とともに集粉タンク内に吸い込まれ、集粉タンク内のフィルタは効果的なほこり防止及び微細な粒子を空気とともに抽出する、この過程で、集粉タンクのそばの蓄圧タンクには一定の圧力の空気が蓄えられており、吸入が終了すると、蓄圧タンク内の空気は瞬間的にパルス放出され、フィルタに逆吹きを行い、フィルタに吸着した材料を吹き落とし、フィルタコアを正常なフィルタ面積に保つことができ、生産量に影響を与えることはない。
システムの運転が開始されると、集粉タンクの下のアンローダが動作し始め、中央供給システムは連続的に粉体材料を落下させ、タンク内の粉体の堆積が落下しにくいように、タンクの下に高周波発振器を設置し、粉体の円滑な落下を確保することができる、もし粉体の輸送量が高くない場合、間欠式材料落下の方式を採用して、ガス噴流を用いて負圧を形成して、粉桶内に材料をいっぱい吸い込む時、材料位置計の材料位置制御を通じて、自動的に材料吸引を停止して、逆吹空気口が開き、空気動材料放出弁が材料を開放して、それから材料放出口下端の材料位置計によって制御して、材料位置が材料位置計時材料放出口弁より低くて、再び材料吸引を開始することができる。以上の連続式または間欠式の材料除去プロセスはPLCにより設定および自動制御することができる。
粉体コンベアは真空吸気によって粉体輸送の目的を達成し、さらに濾過、逆吹付け、材料放出、弁体制御などの総合要素を結合して集積したシステムである。システムは主に粉状材料、粒状材料、粉粒材料混合材料などの材料を輸送することに応用される、システムは自動的に各種の材料を包装機、射出成形機、粉砕機などの設備のホッパに輸送することができ、また混合した材料を直接混合機と各種混合反応タンクに輸送することができ、材料供給時の粉塵問題を解決し、労働者の労働強度を軽減し、粉体輸送の選択システムである。

上料機運転制御プログラムの説明
(1)入力I 1が閉じる(電源を入れる)、
まず上料機排出弁Q 3を開いて遅延した後、次のステップに進む、
(2)空気圧上材料プログラム:B 001 TH/TLサイクル計時交互切替(吸放材料切替)
材料吸引動作:
吸引時間=供給時間+クリア時間、
TH計時時間内:フィードQ 1、フィードQ 2は同時に開き、B 004はフィードQ 1が切れるまで遅延し、起動Q 4(クリア)点滅はフィードQ 2が止まるまで持続し、B 001 THフィード計時時間が来て、フィードに切り替える。
材料供給動作:
TL計時時間内:材料投入Q 3がオンに切り替わり、同時にQ 4(バックフラッシュ)が点滅動作し、同時に振動する。
BOO 1 TL供給計時時間が到来し、吸引に切り替わる
(3)入力I 1遮断(停止)
直ちに材料供給バルブの材料供給(同時に逆吹フィルタコア)をトリガし、遅延後に停止する。
設備に高低材料位置センシングが配置されている場合、設備は以下の手順で運転する:
(4)高位置トリガ動作の場合、直ちにフィードバルブフィードをトリガし、遅延後待機停止する。
(5)低位置動作がトリガされると、第2部運転プログラムを実行する
注意:パラメータ時間の設定が正しくないと、真空上送機の材料詰まりや輸送量不足を招き、深刻な場合は真空上送機を損傷することもある
専門家の指導の下でパラメータを調整するか、メーカーに電話して技術サポートを受けてください。
具体的なパラメータ:
|
プロジェクト/モデル |
SWP 180タイプ
|
SWP 250型
|
SWP 320型 |
SWP 430型
| SWP 560型 |
SWP 800型 | |
| あっしゅくくうき | ストレス | 0.5〜0.8Mpa | 0.5〜0.8Mpa | 0.5〜0.8Mpa | 0.5〜0.8Mpa | 0.5〜0.8Mpa | 0.5〜0.8Mpa |
| ストレス | ガス消費量
| 0.36M3/分 | 0.65M3/分 | 1.26M3/分 | 2.7M3/分 | 3.6M3/分 | 4.5M3/分 |
| ゆそうのうりょく | 0.1-0.5T/h | 0.3-0.8T/h | 0.5-1.2T/h | 1.3-3.5T/h | 2.5-6.0T/h | 5.0-10.0T/h | |
| フィルター | Ti 07ドイツ輸入カートリッジ、PTFEカートリッジ、Ti焼結式カートリッジ | ||||||
| ろ過面積 |
0.33平方メートル |
0.33平方メートル | 0.99平方メートル |
2M2 |
2.3平方メートル | 3.3平方メートル | |
| きゅうちゃくぐち経 | DN38 の |
DN50 |
DN75 | DN100 |
DN100 | DN150 | |
| ノックアウト口径 | φ150 | φ150 | φ200 | φ200 | φ250 |
φ300 | |
| しんくうホッパようせき | 7L | 18L | 35L | 56L |
96L | 250L | |

ふんたいコンベヤ設置、作業過程及びメンテナンス事項の詳細
一、設置プロセスと注意事項
基礎準備とスクライブ
設置前に輸送塔、サイロなどの土建工事を完成し、アンカーボルト、埋設鋼板の位置が設計要求に合致しているかどうかを検査する必要がある。
設備の中心線を画定して、フレーム(ヘッドフレーム、中間フレーム、テールフレーム)の取り付け位置が正確であることを確保して、後続のコンベヤベルトが偏らないようにする。
設備組立工程
ラック取り付け:ヘッドフレーム、中間フレーム、テールフレームを順に取り付け、水平度と垂直度を確保する。
ローラとローラの取り付け:下ローラと改向ローラを取り付け、搬送ベルトを下ローラに置き、上ローラを取り付ける。
駆動装置の取り付け:伝動ドラム、駆動装置(モータ、減速機)を取り付け、モータ軸線と減速機軸線が同心であり、カップリング半径方向変位≦0.5 mmであることに注意する。
コンベヤベルトの接続:加硫法または機械継手法を用いてコンベヤベルトを接続し、加硫時の圧力は5-10 Kg/cm²、温度は140℃前後に制御し、保温時間は公式によって計算する(例えば16+(層数-3)×2分)。
補助部品の取り付け:引張装置、清掃器、ガイド溝、カバーケースなどを取り付け、清掃器とコンベアの接触が緊密で、ガイド溝の密封が良好であることを確保する。
設置調整のポイント
空荷重と負荷試運転:新設備は2時間の空荷重と8時間の負荷運転を行い、ドラムの回転方向、電気信号、ブレーキの後退距離などを検査する必要がある。
オフセット調整:コンベアベルトがオフセットした場合、調整尾部はドラム又は螺旋引張装置に変更する、局所的なオフセットは調心ローラで自動的に修正することができる。
安全防護:機尾ドラム後方に歩道を設置する場合、手すりまたはカバーを取り付ける必要がある、垂直引張装置の重錘ブロックの下にガードハウスを設置する。
二、作業過程と原理
メカニカルコンベヤ
スクリューコンベア:モーターはスクリュー軸を回転駆動し、スクリュー羽根は材料をU型溝または円管内で移動させ、水平または傾斜輸送に適している。
バケット式リフト:モーターはチェーン或いはテープを通じてバケットの循環運動を牽引し、バケットは材料をすくってから高所に上げて材料を除去し、垂直輸送に適している。
ベルトコンベア:モータはドラムを回転駆動し、コンベアを駆動し、材料はコンベアに従って目的地まで移動し、長距離水平または傾斜輸送に適している。
くうきコンベヤ
負圧吸引式:真空ポンプはパイプ内に負圧を形成し、材料はパイプに吸い込まれ、気流に従ってセパレータに輸送され、浄化後の空気は除塵器を通じて排出される。
正圧圧送式:空気圧縮機は圧縮空気をパイプに送り込み、材料は正圧作用下でパイプに押し込まれ、分離器に送り込まれた後、気流と分離する。
混合式:負圧吸引と正圧圧送を結合し、複雑な輸送需要(例えば長距離、高位置輸送)に適用する。
真空粉体輸送システム
ファンは集粉タンクから空気を引き出し、タンク内に負圧を発生させ、粉体は吸粉管を通って集粉タンクに吸い込まれる。
フィルターはほこりの逃出を防止し、蓄圧タンクは吸引終了後にパルス的に空気を放出し、フィルターの面積を維持するためにフィルターを逆風する。
連続式または間欠式材料除去プロセスはPLCによって自動的に制御され、包装機、射出成形機などの設備の自動材料供給に適している。
三、メンテナンス事項とメンテナンス提案
日常メンテナンス
清掃メンテナンス:コンベアベルト、ドラム、ローラなどの部品を定期的に清掃し、材料の蓄積による滑りや摩耗を防止する。
潤滑保守:潤滑システムを検査し、定期的に潤滑油(例えば減速機、カップリング、軸受座など)を交換し、潤滑不良による故障を避ける。
部品検査:コンベアベルト、プーリ、伝動チェーン、軸受などの摩耗しやすい部品を検査し、直ちに摩耗部品を交換する、電気系統、センサー、計器が正常かどうかをチェックします。
定期メンテナンス
布袋除塵システムのメンテナンス:毎日巡回して設備を検査し、接続部品を締め、灰除去機構、フィルター袋の除塵状況を検査する、毎週運動部品に油を注入し、圧縮空気システムフィルターを洗浄する、フィルター袋の張力を毎月チェックして調整します。
コンベヤベルト調整:コンベヤベルト張力を定期的に調整し、緩みや締めすぎを防止する、シリンダ、電動シリンダなどの駆動装置とエア源部品の動作状況を点検する。
トラブルシューティング:直ちに設備の故障(例えば電磁弁の吹きつけがない、灰斗の灰除去がうまくいかないなど)を発見し、解決し、設備の安定運行を確保する。
安全操作規範
操作安全:コンベアの運転中に部品を整理したり交換したりしないで、人員が巻き込まれないようにする、テールドラム後方に人通路を設ける場合は、保護装置を取り付ける。
環境安全:設備の運転停止時、システム内部のガスを空気で置換し、安全を確認してからメンテナンスを行う、除塵器の前に煙温監視及びインターロック設備を設置し、フィルター袋の焼失を防止する。
記録と引き継ぎ:使用補修記録を確立し、クラス間の引き継ぎをしっかり行う、各設備には修理記録が必要であり、問題を追跡するのに便利である。